


Vores præcisionsdrejningsevner leverer enestående nøjagtighed: dimensionspræcision (diametertolerance ±0,003–0,01 mm, længdetolerance ±0,005–0,02 mm, trinhøjde ±0,01 mm, pasformtolerance H5–H7); geometrisk og positionsnøjagtighed (rundhed 0,002–0,005 mm, cylindricitet 0,003–0,008 mm, koncentricitet 0,005–0,01 mm, vinkelrethed 0,008–0,02 mm, parallelitet 0,01–0,03 mm, udløb 0,01 mm); overfladekvalitet (ruhed Ra 0,2-1,6 μm; præcisionsdrejebearbejdning Ra 0,4 μm; ultra-præcisionsdrejning Ra 0,1-0,2 μm); dimensionel konsistens (batchafvigelse ±0,005 mm, Cpk ≥ 1,67, stabil 6σ-kapacitet); og udstyrspræcision (spindelrotationsnøjagtighed 0,001–0,002 mm, positioneringsnøjagtighed ±0,002 mm, repeterbarhed ±0,001 mm).
|
dimensionel nøjagtighed |
OD |
ID |
T (C) |
DP |
R |
|
enhed:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Geometrisk nøjagtighed |
rundhed |
koaksialitet |
ligehed |
cylindricitet |
profiltolerance |
|
enhed:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
produktionskapacitet |
1~999999 stk |
1~999999 stk |
1~999999 stk |
1~999999 stk |
1~999999 stk |
|
produktionscyklus |
3-20 dage |
3-20 dage |
3-20 dage |
3-20 dage |
3-20 dage |
Sanluo Precision anvender avanceret udstyr til præcisionsdrejning: højpræcisions drejebænke (MAZAK/DMG MORI/OKUMA; 5.000 rpm spindelhastighed; C-akse/Y-akse interpolation; ±0,003 mm præcision); Drejebænke af schweizisk type (CITIZEN/STAR/TSUGAMI; længde-til-diameter-forhold ≥50:1; 0,005 mm koncentricitet); 5-aksede drejefræsecentre (enkelt opsætningsbearbejdning); hydrostatiske lejer (0,001 mm rotationsnøjagtighed; væskekølet konstant temperaturkompensation); importeret skæreværktøj (Kyocera/Mitsubishi/Sandvik; PVD-belægning); lasersonder (±0,001 mm inspektion undervejs med automatisk kompensation); og CMM'er (0,003 mm off-line inspektion).
Som en professionel producent med speciale i præcisionsdrejebearbejdning opretholder Sanluo Precision streng proceskontrol: CAM-software til præcis værktøjsbaneprogrammering, parameteroptimering og simulering; præcis parameterkontrol (grovdrejning med ap=1–3 mm for hurtig spånfjernelse; halvfærdig drejning med ap=0,2–0,5 mm for at øge præcisionen; afslut drejning med ap=0,05–0,15 mm for at sikre dimensionsnøjagtighed); konstant temperatur skærevæske (20°C) for at minimere termisk deformation; fuld-dimension inspektion af den første artikel (batchproduktion begynder først efter CMM/white-light interferometer verifikation); SPC (Statistical Process Control) ved hjælp af Xbar-R-diagrammer, real-time Cpk-beregning, trendanalyse og forebyggende justeringer; og overvågning af værktøjets levetid (automatisk udskiftning ved slid og opdateringer af kompensationsværdi). Vi leverer professionelle, tilpassede præcisionsdrejetjenester til globale kunder.
|
Parameterkategori |
Detaljer |
|
Model |
Hardinge® T-serien SP® |
|
Kerneapplikation |
Ultra-præcisionsbearbejdning og hård drejning |
|
Værktøjskapacitet |
12 værktøjer |
|
Spindelhastighed |
4.000 rpm, 5.000 rpm, 6.000 rpm |
|
Standard Power |
11 kW, 15 kW, 26 kW |
|
Overordnede dimensioner |
Længde: 2.489 mm, 3.257 mm Bredde: 2.121 mm, 2.312 mm Højde: 2.089 mm, 2.123 mm |
|
Maskinvægt |
5.940 kg, 7.800 kg |
|
Typisk brug |
præcisionsdrejningsbearbejdning bearbejdning af dele |
|
Parameterkategori |
Detaljer |
|
Model |
136CNC drejecenter med høj præcision |
|
Mærke |
Schaublin |
|
Kernepositionering |
Kombinerer høj præcision og effektivitet, i stand til at udføre strenge præcisionsbearbejdningsopgaver |
|
Temperaturkontrolsystem |
Fuldt maskintemperaturkontrolsystem holder alle komponenter i drift ved konstant temperatur for at forhindre termisk deformation |
|
Nøglepræcision |
Rundhed: 0,2 μm; Overfladeruhed: Ra 0,05 μm |
|
tårn system |
Udstyret med splinternyt Sauter-tårn, positioneringsnøjagtighed på værktøjsstolpen: ±1 μm |
|
C-aksens nøjagtighed |
2 buesekunder |
|
Bearbejdningskapacitet |
Hårdt skrue op til HRC65, bearbejdning af titanlegering |
|
Kerne fordele |
Overlegen bearbejdningsnøjagtighed og fremragende konsistens |
|
Typisk anvendelse |
Præcisionsbearbejdning af drejedele |




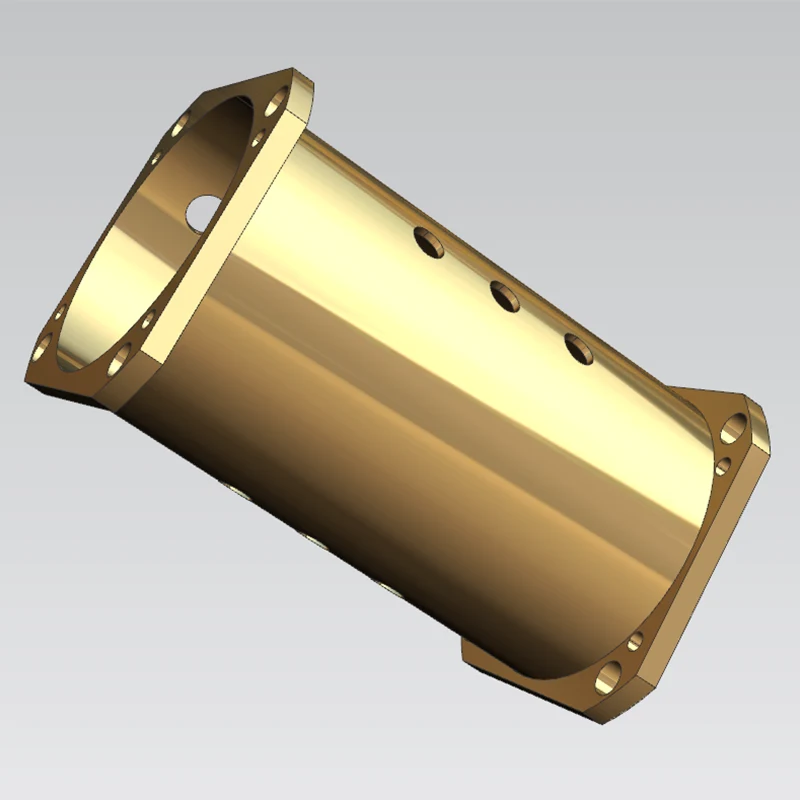
Emne: Rotorophæng til 50-serie industrimotorer
Materiale: TC4 titanlegering
Anvendelse: En kerne bærende og parringskomponent i industrimotorer. Produktet skal opfylde dobbelte krav til strukturel letvægt og høj styrke under vekslende belastninger, hvilket nødvendiggør ekstremt streng kontrol over geometriske og dimensionelle tolerancer.
Tegningsspecifikationer: Koaksialiteten mellem den kritiske matchende indre boring og den ydre diameter skal være ≤0,02 mm; alle uspecificerede geometriske tolerancer skal overholde GB/T 1184-h standarden; streng kontrol er også påkrævet for endefladeudløb og positionsnøjagtigheden af den ydre profil i forhold til interne lokaliseringsslidser.
Iboende materialeudfordringer: TC4 titanlegering har meget lav varmeledningsevne og høj duktilitet/sejhed, hvilket resulterer i langsom varmeafledning under skæring. Dette gør materialet tilbøjeligt til værktøjsklæbning, afbøjning af emnet (værktøjsudskubning) og lokal termisk deformation. Konventionel CNC-drejning – hæmmet af fejl fra flere opsætninger og utilstrækkelig værktøjsstivhed – kan ikke konsekvent opfylde geometriske tolerancekrav på mikronniveau.
Tidligere outsourcingsproblemer: Den oprindelige leverandør brugte en konventionel drejeproces, der involverede flere opsætninger; koaksialiteten overskred konstant tolerancerne. Efter montering udviste motorerne for høje vibrations- og støjniveauer (som oversteg designtærskler) under både ubelastet og belastet drift, og gentagne omarbejdninger formåede ikke at bringe delene op til standard.
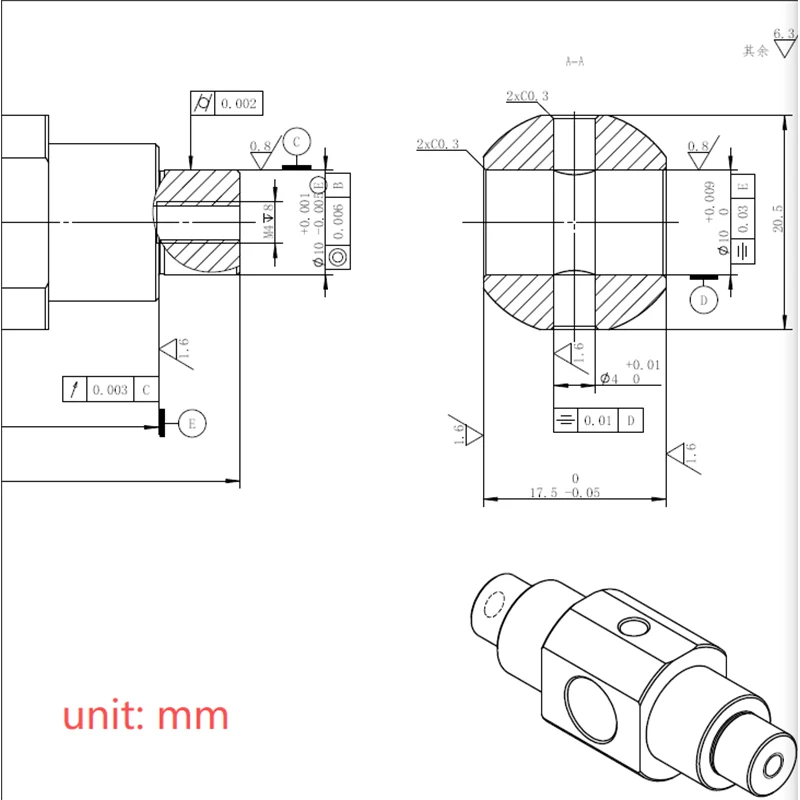
3.1. Optimering af spændeproces: Forlod multi-setup-tilgangen til fordel for en enkelt-setup-metode ved brug af et samlet datum. Den ydre diameter, endefladen og den tilhørende indre boring er færdigbearbejdet i én operation, hvilket fuldstændigt eliminerer nulpunktforskydningsfejl forårsaget af flere opsætninger.
3.2. Kontrol med grov bearbejdning: En ensartet efterbehandlingstillæg på 0,2 mm er reserveret til alle kritiske parringsoverflader. Dette forhindrer ubalancerede skærekræfter under efterbehandlingsfasen – forårsaget af ujævnt materiale – og minimerer yderligere risikoen for, at værktøjet skubbes af. 3.3. Skærekøling og parametertilpasning: Kontinuerlig spraykøling ved hjælp af en skærevæske under ekstremt tryk, der er specielt formuleret til TC4 titanlegering, anvendes gennem hele processen for hurtigt at sprede varme og undertrykke termisk deformation. Under efterbehandlingsfasen matches specialiserede skæreparametre - med lave hastigheder og høje tilspændingshastigheder - med højstivhed, vibrationsdæmpende værktøj for at afbøde den elastiske afbøjningskarakteristik af titanlegeringer.
3.4. Efterbehandling af komplekse strukturer: Da interne lokaliseringsslidser og monteringshuller ikke kan dannes via en enkelt drejeoperation, bruges tilpassede lokaliseringsarmaturer til efterfølgende bearbejdning; dette minimerer fixtur-inducerede repeterbarhedsfejl og sikrer, at positionsnøjagtigheden af spalterne og indvendige huller i forhold til datumet opfylder specifikationerne.
Omfattende inspektionsudstyr: Coordinate Measuring Machine (CMM) og højpræcisions rundhedstester; 100% inspektion af kritiske dimensioner.
Målte præcisionsdata: Koaksialiteten mellem indvendige og udvendige diametre er konsekvent ≤0,01 mm; endefladeudløb er ≤0,008 mm. Alle form- og positionstolerancer samt dimensionstolerancer overholder både tekniske tegninger og GB/T 1184-h national standard.
Projektfeedback: Prototypeprøver bestod kundens tredjeparts accepttest ved første forsøg. Rotormonteringen viste fremragende monteringspasning, og den fuldt monterede motors vibrations- og driftsstøjniveauer vendte tilbage til designstandarderne. Masseproducerede enheder fungerer i øjeblikket stabilt i marken; strukturel styrke og letvægtsmålinger opfylder alle brugskrav, hvilket får kunden til at udpege dette som en langsigtet outsourcet kontrakt for alle efterfølgende ordrer af samme model.
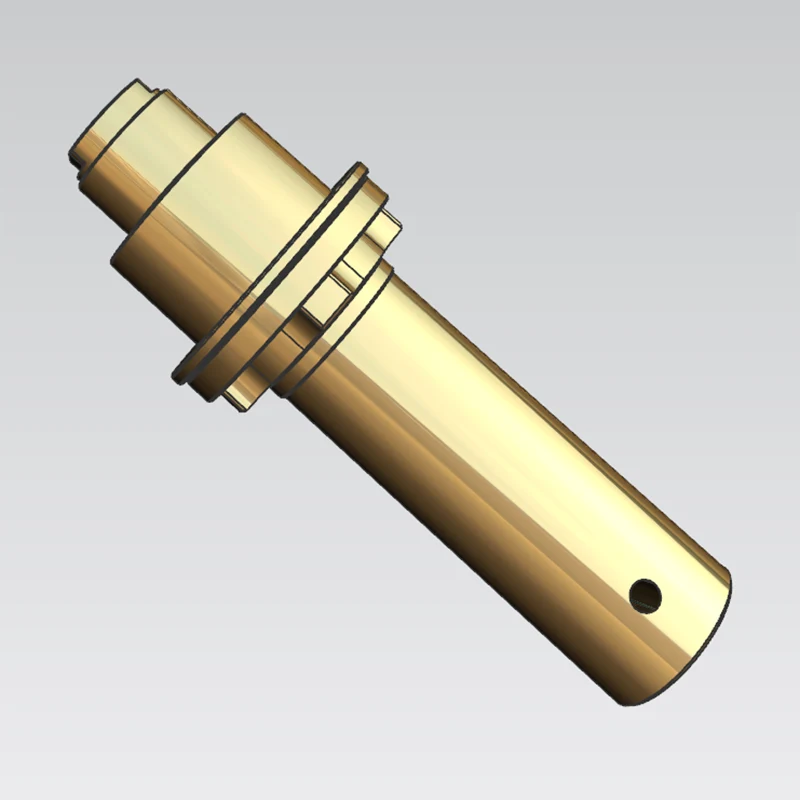
Emne: 70B serie højhastigheds industriel motor drivaksel.
Råmateriale: Afkølet og hærdet 40Cr stål; færdig grundhårdhed på HRC 32–36.
Anvendelsesscenarie: Kerneakselkomponent til højhastighedsrotationseffekt; udsat for langvarig højfrekvent drift med høj hastighed, hvilket kræver enestående træthedsstyrke, rotationspræcision og dynamisk balanceydelse.

Obligatoriske præcisionsspecifikationer: Koaksialitet af flere kritiske parringstapper ≤0,01 mm; tappen endefladeudløb ≤0,01 mm. Derudover skal positionsnøjagtigheden kontrolleres for gevindhuller på endefladen og periferiske kilespor i forhold til journalnulpunktet. Udfordringer ved indledende materialebearbejdning: Efter bratkøling og hærdning øges 40Cr substratets hårdhed, hvilket resulterer i høj skæremodstand og hurtigt slid på konventionelle hårdmetalværktøjer; under højhastighedsskæring er akslen tilbøjelig til deformation forårsaget af frigivelse af skærespændinger og radial værktøjsudbøjning, hvilket fører til tab af rotationsnøjagtighed.
Smertepunkter med kundens tidligere outsourcede behandling: Den tidligere leverandør brugte segmenteret drejning og flere fastspændingsopsætninger, hvilket resulterede i konsekvent overdrevne journal-koaksialitetsfejl og manglende opfyldelse af dynamiske balancestandarder; motoren vibrerede voldsomt under højhastighedsdrift, og gentagne efterbearbejdninger kunne ikke løse problemer relateret til stress-induceret deformation og fastspændingsfejl.
3.1. Integreret fastspænding og bearbejdning: En enkelt opspændingsopsætning ved hjælp af et ensartet datum giver mulighed for samtidig bearbejdning af flertrins cylindriske overflader og matchende endeflader, hvilket eliminerer problemer forårsaget af inkonsistente henføringspunkter i segmenteret bearbejdning.
3.2. Optimering af bearbejdningsgodtgørelse og spånevakuering: Der reserveres en ensartet 0,3 mm efterbearbejdningstillæg under grovbearbejdning af kritiske aksler; et internt højtrykskølesystem bruges til at skylle skærezonen i realtid, samtidig med at delen afkøles og spånerne evakueres, hvilket forhindrer sekundær overfladeridsning og minimerer termisk deformation.
3.3. Efterbehandlingsstrategi: Der vælges ultrafinkornede hårdmetalværktøjer med høj stivhed, og en progressiv lagreducerende skæreproces anvendes til gradvist at frigøre interne skærespændinger og kontrollere radial værktøjsudbøjning, hvilket sikrer langsigtet dimensionsstabilitet for komponenter med lang aksel.
3.4. Efterbehandling af hjælpefunktioner: Gevindhuller på endeflader og periferiske kilespor er bearbejdet ved hjælp af specialiserede koaksiale positioneringsfiksturer på linje med journalens rotationsdatum, hvilket sikrer, at positionsnøjagtigheden af disse funktioner overholder tegningstolerancer.
Omfattende inspektionsudstyr: Coordinate Measuring Machine (CMM), højpræcisions rundhedstester og dynamisk balanceringstester; dobbelt fuldskalainspektion, der dækker både dimensioner og dynamisk balance. Målte præcisionsdata: Flertrins journal-koaksialitet er konsekvent ≤0,008 mm, og aksial udløb er ≤0,005 mm; alle geometriske og positionelle tolerancer opfylder specifikationerne, og rotorakslen består den indledende dynamiske balancetest uden at kræve re-balancering.
Feedback om projektimplementering: Prototyper bestod acceptinspektion ved første forsøg, og vibrations- og støjniveauer under højhastighedsdrift overholder nationale standarder for industrimotorer; batch-producerede aksler viser ingen stress-induceret deformation eller unormalt slid under drift, med styrke og rotationsstabilitet, der opfylder langsigtede servicekrav, hvilket fører til et langsigtet outsourcing-partnerskab med kunden.
Adresse
Guangming-distriktet, Shenzhen City, Guangdong-provinsen, Kina
Tlf









