


Vores mølledrejebearbejdning integrerer drejning og fræseprocesser. Drejning involverer at rotere emnet, mens værktøjet fremføres for at skære udvendige diametre, indvendige boringer, endeflader og gevind; den er velegnet til roterende dele med diametre på 5–800 mm, præcisionsgrader på IT7–IT9 og overfladeruhed på Ra 0,8–6,3 μm. Fræsning involverer et roterende værktøj, der skærer planer, slidser og konturer; den er velegnet til kvadratiske eller uregelmæssigt formede dele, med fræsebredder på 50–1000 mm, præcision på ±0,02–0,1 mm og overfladeruhed på Ra 1,6–6,3 μm.
Den kombinerede proces – hvad enten drejning efterfulgt af fræsning, fræsning efterfulgt af drejning eller vekslende mellem de to – udnytter drejning for at sikre koncentricitet og fræsning til maskinplaner, slidser og huller, hvilket resulterer i høj præcision og effektivitet for komplekse dele.
|
dimensionel nøjagtighed |
OD |
ID |
T (C) |
DP |
SH |
|
enhed:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Geometrisk nøjagtighed |
rundhed |
koaksialitet |
ligehed |
cylindricitet |
koncentricitet |
|
enhed:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
produktionskapacitet |
1~999999 stk |
1~999999 stk |
1~999999 stk |
1~999999 stk |
1~999999 stk |
|
produktionscyklus |
3-20 dage |
3-20 dage |
3-20 dage |
3-20 dage |
3-20 dage |
Udstyrede inspektionsinstrumenter og måleværktøjer inkluderer: CMM'er, visionsmålesystemer, profilprojektorer, laserdiametermålere, laserinterferometre, overfladeruhedstestere, rundhedstestere, værktøjsfremstillingsmikroskoper, stereomikroskoper, mikrometre, stiftmålere, måleurer, højpræcisionsmikrometre, elektroniske højdemålere, hårde blokmålere, elektroniske højdemålere, hårdhedsmålere.
Sanluo Precisions evner til fræsning af drejningsbearbejdning tilbyder betydelige fordele: Komplementære funktioner (drejning passer til rotationsoverflader; fræsedragter flade og komplekse former; kombinationen udvider udvalget af bearbejdelige dele, herunder aksler, skiver, huse og pumpehjul); Forbedret præcision (drejning sikrer koncentricitet og rundhed; fræsning sikrer fladhed og vinkelrethed; kombinationen opnår høj geometrisk tolerancenøjagtighed, såsom 0,02 mm koncentricitet og 0,03 mm vinkelret); Øget effektivitet (optimeret sekventering af ru- og finishdrejning/fræsning muliggør hurtig materialefjernelse, samtidig med at præcision sikres, hvilket øger effektiviteten med 30%-50%); Overlegen overfladekvalitet (drejning opnår Ra 0,8-3,2μm og fræsning Ra 1,6-6,3μm, hvilket resulterer i glatte finish); Omkostningsreduktion (færre procestrin; en enkelt multitasking-maskine kræver mindre investering og gulvplads end flere selvstændige maskiner); og høj tilpasningsevne (fleksibel til produktion i et stykke eller lille batch, men alligevel meget effektiv til masseproduktion).
Som en professionel producent af mølledrejningsbearbejdning leverer Sanluo Precision omfattende og pålidelige tjenester. Udstyrskonfiguration: Drejeudstyr (30 CNC drejebænke/drejecentre; diameter φ10–800 mm; IT7 præcisionskvalitet); Fræseudstyr (20 lodrette/vandrette bearbejdningscentre; vandring 500–2000 mm; præcision ±0,01 mm); Mølledrejeudstyr (10 Mazak/DMG Mori 5-aksede mølledrejecentre, der understøtter enkelt-opsætningsbearbejdning); Inspektionsudstyr (CMM, rundhedstester, ruhedstester og visionsmålesystem med 0,003 mm præcision til fulddimensionsinspektion); Teknisk team (20 procesingeniører, 30 programmører, 50 teknikere); ISO9001-system (første artikelinspektion, igangværende patruljeinspektion, fuld inspektion af slutproduktet; 99% beståelsesprocent). Virksomheden leverer professionelle, tilpassede drejningsbearbejdningstjenester til globale kunder.
|
Parameterkategori |
Parameter detaljer |
|
Udstyrsmodel |
842-serien |
|
Mærke |
Schaublin |
|
Kernepositionering |
Højpræcisionsmaskine til komplekse applikationer, også velegnet til hård drejning |
|
Aksekonfiguration |
Konfigurerbar med Y-akse og op til 7 interpolationsakser |
|
Spindel nøjagtighed |
Spindlen har en enestående geometrisk nøjagtighed på mindre end 0,5 μm |
|
Bearbejdningskapacitet |
Maksimal drejediameter: 360 mm; Maksimal drejelængde: 398 mm |
|
tårn system |
Højpræcisions radial revolver VDI30 med 16 stationer |
|
Valgfri konfiguration |
Subspindel og anden revolver kan fås som ekstraudstyr |
|
CNC system |
FANUC system |
|
Typiske applikationer |
præcisionsmølledrejningsbearbejdningsdele mv |
|
Parameterkategori |
Parameter detaljer |
|
Udstyrsmodel |
INDEX MS16-6 Plus |
|
Kernepositionering |
Flerakset højeffektiv og multifunktionel bearbejdning |
|
Antal økser & spindler |
6 arbejdsspindler og 2 synkronspindler |
|
Bearbejdningskapacitet |
Stangdiameter: 16 mm (22 mm for Plus-version) |
|
Spindel system |
Maksimal hastighed: 10.000 rpm; Maksimal effekt: 15 kW; Maksimalt drejningsmoment: 18 Nm |
|
Værktøjspostsystem |
Op til 12 værktøjsposter |
|
Kernefunktioner |
Understøtter polygondrejning, fræsning, tværhulsafgratning og andre bearbejdningsteknologier |
|
CNC system |
iXpanel styresystem baseret på Siemens S840D sl |
|
Kerne fordele |
Kort værktøjsskiftetid, kraftfuld ydeevne og kort hjælpetid; i stand til dobbelt tre-akset bearbejdning |
|
Typiske applikationer |
præcisionsmølledrejningsbearbejdningsdele mv |




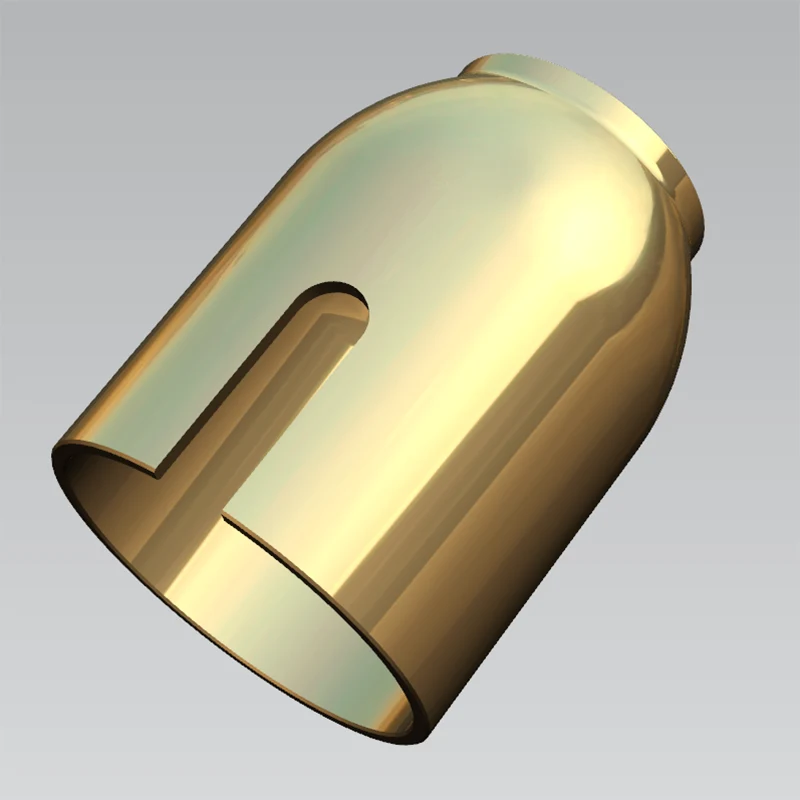
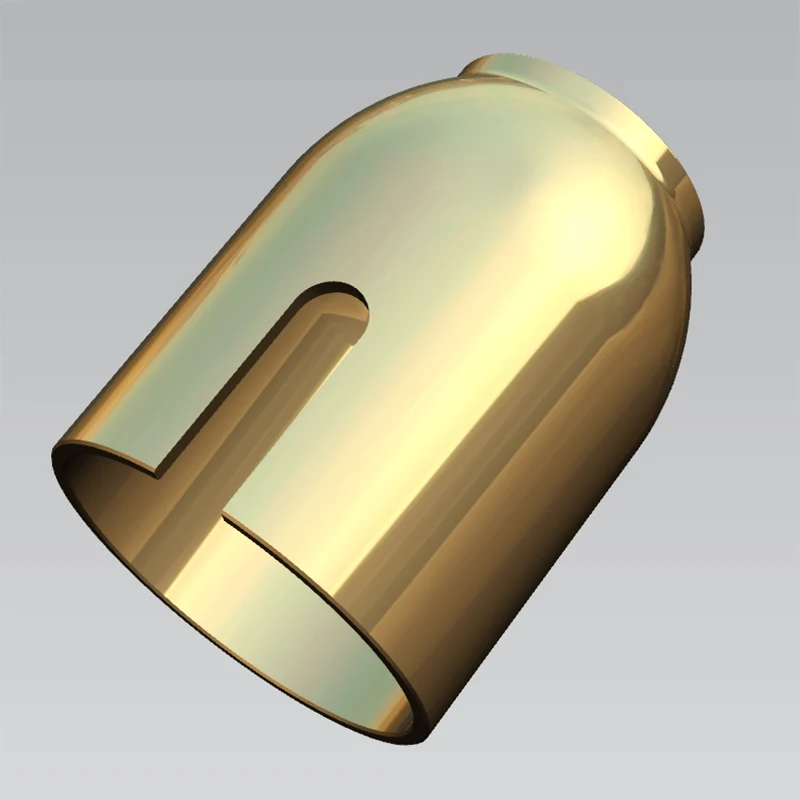
Dette produkt er en kernekomponent, der er tilpasset til en medicinsk teknologivirksomhed i Shanghai. Fremstillet af 316L rustfrit stål, bruges det i implanterbart medicinsk udstyr. Produktet overholder strenge medicinske industristandarder vedrørende korrosionsbestandighed, overfladekvalitet og forskellige geometriske dimensionerings- og tolerancekrav (GD&T).
Kunden specificerede kritiske tekniske krav: koaksialitet mellem den indre boring og den ydre diameter, aksial udløb og dimensionsnøjagtighed af den ydre konturerede overflade. Nøgleoverflader krævede koaksialitetstolerancekontrol inden for 0,01 mm og en udvendig overfladeruhed på Ra ≤ 0,8. Det færdige emne skulle være fri for grater og ridser, fuldt ud i overensstemmelse med medicinske overfladespecifikationer. På grund af den høje duktilitet af 316L rustfrit stål - hvilket gør det tilbøjeligt til værktøjsadhæsion og afbøjning - kunne traditionelle separate dreje- og fræseprocesser ikke samtidig garantere overfladenøjagtighed og positionstolerancer. Som følge heraf specificerede kunden brugen af mølledrejebearbejdningsteknologi.
For at løse disse bearbejdningsudfordringer brugte vi et mølledrejningscenter til integreret bearbejdning, der fuldførte alle operationer – inklusive den ydre diameter, den indre boring, den konturerede overflade og sideslidser – i en enkelt opsætning. Under grovbearbejdningsstadiet efterlades en 0,2 mm bearbejdningsfrihed på kritiske overflader, og et højtrykskølesystem anvendes hele vejen igennem til kontinuerligt at skylle spåner væk, hvilket effektivt forhindrer det rustfrie stål i at klæbe til skæreværktøjet. Til efterbehandlingsfasen bruges specialiserede formværktøjer med lavhastigheds- og højfremføringsparametre; præcis kontrol over værktøjsudbøjning sikrer nøjagtigheden af den buede profil, mens samtidig bearbejdning af sideslidsen eliminerer fejl forbundet med genspænding.
Efter færdiggørelsen udfører vi omfattende inspektioner af alle kritiske dimensioner og specifikationer ved hjælp af en Coordinate Measuring Machine (CMM) og en overfladeruhedstester. Målte resultater viser koaksialitet konsekvent kontrolleret inden for 0,03 mm, aksial udløb på ikke over 0,01 mm, og overfladeruhed, der når Ra0,8 - alle opfylder tegningsspecifikationerne. Produktet bestod acceptinspektionen ved første forsøg, monteret problemfrit og opfyldte alle renheds- og præcisionsstandarder, der kræves for medicinsk udstyr.
Kundens tidligere leverandør brugte en flertrinsbearbejdningsproces; gentagen fastspænding forårsagede afvigelser i den buede profil og problemer med interferens under montering - problemer, der ikke kunne løses fuldt ud på trods af flere forsøg på omarbejdning. Vores drejemølle-kompositbearbejdningsproces eliminerede fastspændingsfejl ved kilden og overkom med succes denne udfordring. Dette parti af motorendehætter fungerer i øjeblikket stabilt i implanterbart medicinsk udstyr; både korrosionsbestandighed og driftsydelse opfylder kundens forventninger. Det resulterende langsigtede partnerskab demonstrerer fuldt ud den usædvanlige værdi af drejemølle-kompositbearbejdning til højpræcision, medicinsk kvalitet rustfri stålkomponenter.
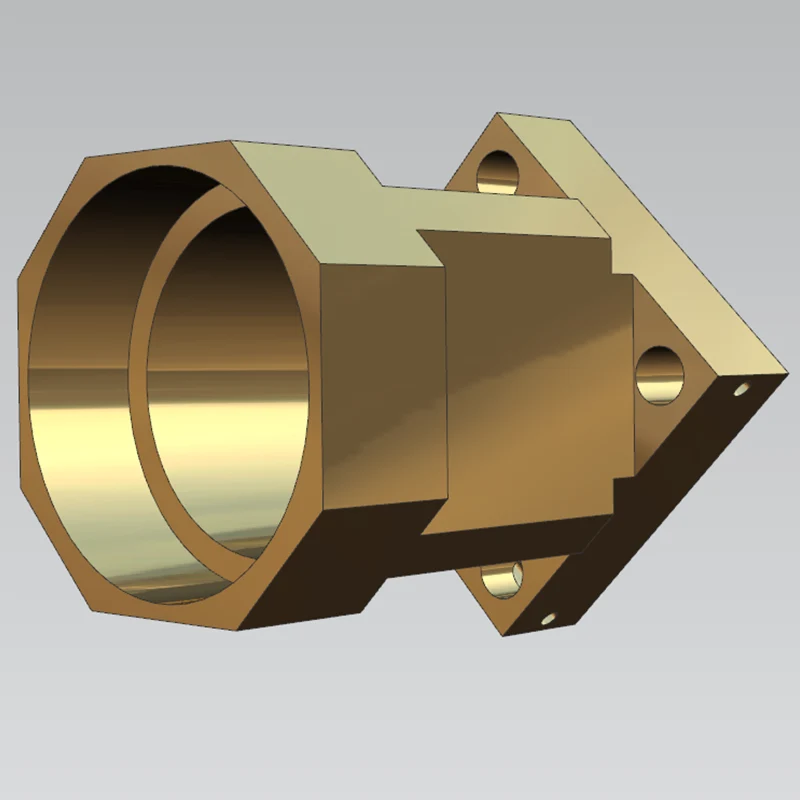
Denne bøsning i rustfrit stål fungerer som en kernestyrende komponent til BOSCH automationsudstyr. Fremstillet af rustfrit stål og brugt i præcisionstransmissionsmekanismer, kræver det ekstremt høje standarder for koaksialitet, positionsnøjagtighed og overfladekvalitet.
Nøglestandarder for klientinspektion inkluderer: koaksialitet mellem den indre boring og den ydre diameter, aksial udløb og positionsnøjagtigheden af den lange sideslids og lokaliseringshuller. Tegningsspecifikationer kræver strengt koaksialitetstolerance for kritiske parringsoverflader til at være inden for 0,05 mm, sammen med strenge grænser for rundheden og cylindriciteten af den ydre diameter og indvendige boring. Alle yderkanter skal afgrates og afrundes, og emnets overflade skal være fri for ridser eller grater. Rustfrit stål er tilbøjeligt til vedhæftning og værktøjsudbøjning under bearbejdning; traditionel flertrinsbehandling kæmper for samtidig at opfylde strenge form-, orienterings- og positionstolerancer. Som følge heraf specificerede bygherren brugen af en drejemølle-kompositbearbejdningsproces.
Vi brugte et drejnings-bearbejdningscenter til at opnå en "one-stop" produktionsproces, der afsluttede bearbejdningen af den ydre diameter, indvendige boring, endeflade, sideslidser og lokalisering af huller i en enkelt opsætning. Under grovbearbejdning blev der reserveret en efterbearbejdning på 0,2 mm til kritiske områder, og højtrykskølemiddel blev påført hele vejen igennem for at skylle spåner væk og forhindre værktøjet i at klæbe til emnet. Til efterbehandling brugte vi specialiseret værktøj i rustfrit stål og justerede skæreparametre for præcist at kontrollere værktøjets afbøjning; sideslidser og lokaliseringshuller blev bearbejdet samtidigt for at eliminere nøjagtighedsafvigelser forårsaget af genspænding.
De færdige dele gennemgik en omfattende inspektion ved hjælp af en Coordinate Measuring Machine (CMM) og en overfladeruhedstester. Målt koaksialitet forblev stabil inden for 0,03 mm, endefladeudløb blev kontrolleret inden for 0,01 mm, og alle positionelle og dimensionelle tolerancer opfyldte blueprint-specifikationerne. Prøverne bestod inspektionen ved første forsøg; samlingen var problemfri, og vibrations- og støjniveauerne under udstyrets drift holdt sig godt inden for designgrænserne.
Tidligere led dele produceret via flertrinsbehandling af problemer med koaksialitet og positionsnøjagtighed forårsaget af fastspændingsfejl, hvilket førte til hyppig jamming og unormal støj under drift - problemer, som gentagne efterbearbejdninger ikke kunne løse. Drejemølle-kompositprocessen eliminerede fundamentalt fastspændingsfejl. Denne batch af ærmer er nu i stabil, langvarig brug inden for automatiseret udstyr, der opfylder alle krav til driftsstabilitet og pasformspræcision. Efterfølgende højvolumenordrer er fortsat blevet betroet os, hvilket yderligere bekræfter de væsentlige fordele ved drejemøllekompositbearbejdning til high-end industrielle rustfri stålkomponenter.

Adresse
Guangming-distriktet, Shenzhen City, Guangdong-provinsen, Kina
Tlf









