


Vores CNC fræsedrejningsfunktioner integrerer drejning, fræsning, boring, anboring og borefunktioner i en enkelt maskine. Spindlen understøtter både roterende drejning og stationær fræsning, mens koordineret C-akse og Y-aksebevægelse muliggør komplet bearbejdning af komplekse dele i én opsætning. Udstyrsspecifikationer omfatter: spindelhastigheder på 50–5.000 omdr./min.; C-akse 360° indekseringsnøjagtighed på ±5″; 8–16 strømførende værktøjer med hastigheder på 6.000–12.000 rpm; og Y-aksevandring på ±50–150 mm til bearbejdning af excentriske krydshuller. Bearbejdningsevner dækker drejediametre på φ10–500 mm, fræsebredder på 100–400 mm, borediametre på φ1–50 mm og anboringsstørrelser fra M3 til M48. Bearbejdningspræcision inkluderer ±0,01 mm til drejning, ±0,02 mm til fræsning, ±10″ til C-akseindeksering og overfladeruhed på Ra 0,8–3,2 μm.
|
dimensionel nøjagtighed |
OD |
ID |
T (C) |
DP |
GD |
|
enhed:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.001 |
|
Geometrisk nøjagtighed |
rundhed |
koaksialitet |
ligehed |
cylindricitet |
Positionstolerance |
|
enhed:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
produktionskapacitet |
1~999999 stk |
1~999999 stk |
1~999999 stk |
1~999999 stk |
1~999999 stk |
|
produktionscyklus |
3-20 dage |
3-20 dage |
3-20 dage |
3-20 dage |
3-20 dage |
Udstyret med et omfattende udvalg af inspektionsinstrumenter og måleværktøjer, herunder: CMM'er, visionsmålesystemer, profilprojektorer, laserdiametermålere, laserinterferometre, overfladeruhedstestere, rundhedstestere, værktøjsmagermikroskoper, stereomikroskoper, mikrometre, stiftmålere, måleskiver, mikrometer, højpræcise, højdemålere, høj-præcise, blokmålere, blok hårdhedstestere og gevindmålere.
Sanluo Precision tilbyder betydelige fordele inden for CNC-fræsedrejning: Single-setup-behandling (fuldfører drejning, fræsning, boring, anboring og boring på én gang; eliminerer klemfejl; opnår koncentricitet på 0,01 mm og vinkelret på 0,02 mm); Øget effektivitet (én maskine erstatter flere enheder; effektivitet øget med 50 %-70 %); Garanteret præcision (forenet datum fra en enkelt opsætning sikrer høj geometrisk tolerancenøjagtighed; koncentricitet, vinkelrethed og positionsnøjagtighed forbedret med 30 %); Kompakt fodaftryk (én maskine erstatter 3-5 enheder; sparer 60 % gulvplads; reducerer investering); Forkortede gennemløbstider (eliminerer overførsel mellem processer og ventetider; produktionscyklus reduceret med 40 %-60 %); Reduceret arbejdskraft (én operatør pr. maskine; arbejdsomkostninger reduceret med 60%).
Som en professionel producent af CNC-mølledrejninger er Sanluo Precision førende inden for teknologi. Udstyrsmærker: Importerede 5-aksede samtidige bearbejdningscentre fra Japan og Tyskland (MAZAK Integrex, DMG MORI CTX, OKUMA Multus); Spindelsystem (indbygget spindel med 5000 o/min hastighed, 30–50 kW effekt, højt drejningsmoment og kraftig skæreevne); Levende værktøjstårn (12 stationer, 12.000 rpm hastighed, 7,5 kW effekt); CNC-systemer (FANUC 31i / SIEMENS 840D med 5-akset simultanstyring og RTCP/TCP-styring); Renishaw-sonder (in-proces-inspektion og automatisk kompensation for ±0,005 mm nøjagtighed); UG/Mastercam-software (automatisk programmering, værktøjsbaneoptimering og simuleringsverifikation). Virksomheden leverer professionelle, skræddersyede drejningsmaskiner til globale kunder.
|
Parameterkategori |
Parameter detaljer |
|
Udstyrsmodel |
INDEKS G220 |
|
Kernepositionering |
Fleksibel og effektiv bearbejdning |
|
Konfigurationsfleksibilitet |
Konfigurerbar med 3 tårne, værktøjsmagasin med op til 169 værktøjspositioner |
|
Antal bevægelsesakser |
Op til 16 bevægelsesakser |
|
Bearbejdningsfunktioner |
Har et rummeligt bearbejdningsområde, der tillader samtidig bearbejdning med tre værktøjer uden kollisionsrisiko |
|
Typiske applikationer |
CNC mølledrejning af små og mellemstore komplekse akselemner inden for maskinteknik, halvledere og rumfart |
|
Parameterkategori |
Parameter detaljer |
|
Udstyrsmodel |
M30 |
|
Kernepositionering |
Komplet bearbejdning af store og komplekse dele i én fastspænding |
|
Antal akser og funktioner |
Kan 4-akset drejning og 5-akset fræsning, fuldender fuld 6-sidet bearbejdning af emner |
|
Bearbejdningskapacitet |
I stand til at bearbejde komplekse aksel- og skivedele med en drejediameter på Φ320mm, maksimal bearbejdningslængde 1000mm |
|
Udvidede processer |
Kan også realisere gearskæring eller dybe hulsboringsbehandling efter behov |
|
Kerne fordele |
Kan fuldføre næsten alle koldbearbejdningsprocesser inklusive drejning, fræsning, boring, dyb hulsboring, slibning og tandhjulsbearbejdning i én fastspænding |
|
Typiske applikationer |
CNC-mølledrejning af pumpehjul, blade, skibspropeller, kraftige generatorrotorer, store dieselmotorkrumtapaksler osv. |



Ved at udnytte modne bearbejdningsteknologier, et omfattende produktionskontrolsystem og mange års erfaring med præcisionsfremstilling har Sanluo Precision specialiseret sig i CNC-drejeoperationer. Vi anvender en "single-setup" formningsproces for fuldstændigt at eliminere kumulative fejl forbundet med flertrinsbehandling og gentagen fastspænding. For materialer, der er svære at bearbejde - såsom aluminiumlegeringer med høj hårdhed og forskellige rustfrie stål - optimerer vi skærestrategier og -parametre for effektivt at løse brancheomspændende udfordringer såsom opbygget kant (BGE), værktøjsudbøjning og termisk deformation. Nedenfor er et produktionscasestudie fra den virkelige verden:
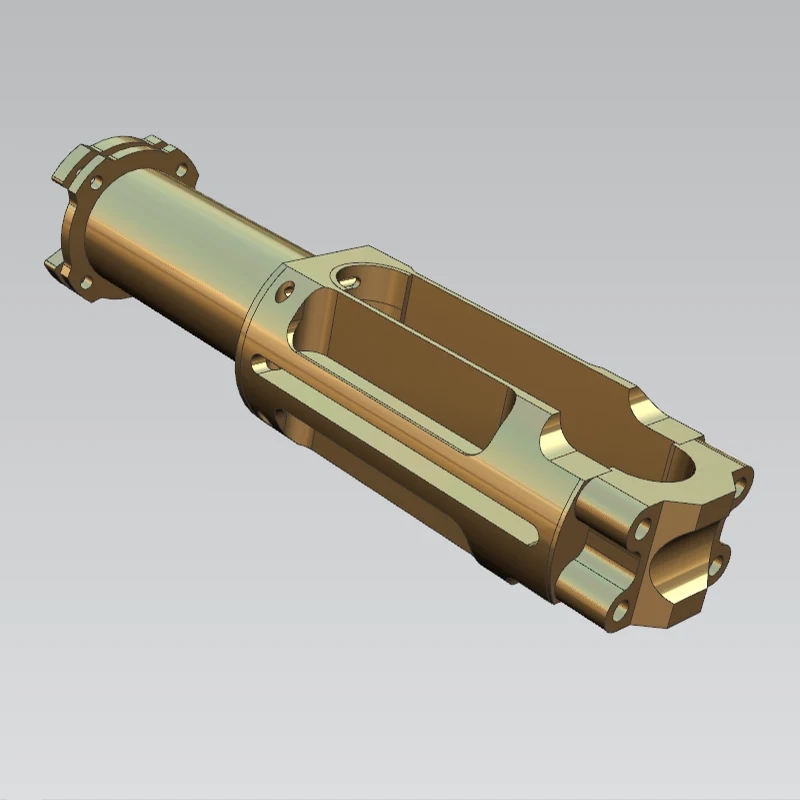
Dette produkt er en frem- og tilbagegående kernekomponent til en ny motor udviklet af et indenlandsk automotive R&D-firma, fremstillet af 7075-T6 aluminiumslegering. Dette materiale er relativt hårdt og udsat for problemer såsom opbygget kant og termisk deformation under bearbejdning; desuden kræver produktet strenge standarder for overordnet bearbejdningspræcision og driftsstabilitet.
Klienten krævede streng kontrol over adskillige nøgledimensioner og geometriske tolerancer: Φ50 ydre diameter tolerance, Φ77/Φ78 koaksialitet, en 23±0,01 mm tolerance for stifthullet og flere positionelle tolerancekrav på 0,02 mm. Traditionelle separate dreje- og fræseprocesser kunne ikke effektivt kontrollere fejl forårsaget af flere opsætninger; som følge heraf specificerede kunden brugen af en mølle-dreje (dreje-mølle) proces.
For at løse disse bearbejdningsudfordringer brugte vi en mølle-drejemaskine til at fuldføre alle operationer – inklusive den ydre diameter, endefladen, flangehuller, stifthul og sideslidser – i en enkelt opsætning. Under grovbearbejdning opretholdt vi en 0,3 mm bearbejdningsgodkendelse på kritiske overflader og anvendte kontinuerlig højtryks-emulsionskølevæskecirkulation for at forhindre termisk deformation. Til efterbehandling brugte vi specialiseret værktøj med optimerede lavhastigheds- og fremføringsparametre for fuldstændigt at eliminere opbyggede kantproblemer forbundet med 7075-aluminium, hvilket sikrer overlegen overfladekvalitet.
Efter færdiggørelsen udførte vi omfattende inspektioner af alle nøgledimensioner og geometriske tolerancer ved hjælp af en Coordinate Measuring Machine (CMM). Faktiske målinger viste koaksialitet kontrolleret inden for 0,01 mm, og pinhulstolerancer konsekvent opretholdt på ±0,005 mm, hvor alle metrikker opfylder blueprint-specifikationerne 100 %. Prøverne indsendt af kunden bestod prøvebænken ved første forsøg; montering og drift var glat, uden forekomster af binding eller klæbning.
Klienten havde tidligere brugt en sekventiel bearbejdningstilgang, men fastspændingsfejl forårsagede vedvarende afvigelser i koaksialitet og positionsnøjagtighed, som ikke kunne løses på trods af gentagne efterbearbejdninger. Drejemølle-kompositprocessen eliminerede adskillige klemfejl ved kilden og løste disse langvarige kvalitetsproblemer grundigt. Denne batch af prøver fungerer i øjeblikket stabilt i motorudstyr. Kunden sætter stor pris på bearbejdningspræcisionen og leveringseffektiviteten og tildeler os efterfølgende små-batch-ordrer - en stærk validering af de enestående fordele ved drejefræsekompositbearbejdning til højpræcisionskomponenter af aluminiumslegering.
Dette pumpehoved er en kernekomponent til en producent af husholdningsvæskeudstyr, der bruges i højtrykspumpesamlinger. Produktet er fremstillet af 1Cr18Ni9 rustfrit stål og kræver ekstremt høje standarder for tætningsintegritet og geometriske tolerancer.
Nøgle tekniske specifikationer, som kunden krævede, inkluderede: koaksialitet på 0,03 mm for den indvendige Φ12-boring, rundhed på 0,015 mm for den indre Φ9-boring og specifikke krav til positionsnøjagtighed for to M12-gevindhuller. På grund af den høje klæbrighed af rustfrit stålmateriale - hvilket ofte fører til opbygget kant (BGE) og værktøjsudbøjning - kæmpede traditionel sekventiel bearbejdning for at overholde de strenge tolerancer; kunden krævede udtrykkeligt brugen af dreje-mølle kompositbearbejdning.
Vi brugte et integreret drejnings-bearbejdningscenter til at fuldføre bearbejdningen af den ydre diameter, endefladen, indvendige boringer og gevindhuller i en enkelt opsætning. Under grovbearbejdning blev der reserveret et 0,2 mm-rum til kritiske indre boringer, og højtrykskølevæske blev brugt hele vejen igennem for at skylle spåner væk og effektivt forhindre opbyggede kantproblemer. Til efterbehandling valgte vi specialiseret værktøj i rustfrit stål, reducerede skæreparametre og strengt kontrolleret værktøjsudbøjning. Gevindhuller blev bearbejdet i processen for at eliminere fejl forbundet med sekundær fastspænding.
Fulddimensionel inspektion ved hjælp af en koordinatmålemaskine (CMM) bekræftede resultaterne: koaksialiteten forblev stabil inden for 0,02 mm, den indre afrunding blev kontrolleret inden for 0,01 mm, og positionsnøjagtigheden for gevindhuller opfyldte alle specifikationer. Produktet bestod acceptinspektion ved første forsøg, og tætningsydelsen opfyldte fuldt ud driftsstandarderne. Tidligere brugte kunden produkter fremstillet via sekventielle behandlingstrin; fastspændingsafvigelser fik koaksialiteten til at overskride grænserne, hvilket førte til vedvarende lækageproblemer i pumpehuset efter montering. Vedtagelsen af drejemølle-kompositprocessen løste fuldstændigt klemmefejl og eliminerede risikoen for lækage. Denne batch af pumpehoveder har siden arbejdet kontinuerligt og stabilt i marken i årevis, og partnerskabet forbliver solidt – hvilket yderligere validerer værdien af drejemølle-kompositbearbejdning til højpræcisions-væskekomponenter i rustfrit stål.

Denne komponent er en kernedel af en børsteløs motor fremstillet af et indenlandsk industrielt udstyrsfirma. Fremstillet af 304 rustfrit stål, kræver det streng overholdelse af geometriske tolerancer og overfladeruhedsspecifikationer.
Kundens vigtigste inspektionskriterier omfattede koaksialitet mellem indre og ydre diametre, aksial udløb af endefladen og positionsnøjagtighed af sidekilen. Blueprints specificerede, at koaksialitet for kritiske parringsoverflader skal kontrolleres inden for 0,01 mm, udvendig overfladeruhed skulle nå Ra 0,1, og overfladen skulle være fri for grater og ridser. På grund af den høje duktilitet og "klæbrighed" af 304 rustfrit stål - som ofte forårsager opbygget kant (BTE) og værktøjsudbøjning - kunne traditionel sekventiel behandling ikke opfylde tolerancekravene; derfor blev drejemølle-kompositprocessen valgt.
Ved hjælp af en drejemølle kompositmaskine afsluttede vi bearbejdningen af den ydre diameter, endefladen, den indre boring og sidekilen i en enkelt opsætning. Under grovbearbejdning blev der efterladt et 0,2 mm-rum på kritiske overflader, og der blev brugt højtrykskølevæske hele vejen igennem for at forhindre materialets vedhæftning til værktøjet. Til efterbehandling brugte vi specialiseret værktøj og optimerede skæreparametre til præcist at kontrollere værktøjets afbøjning; kilesporet blev dannet synkront som en del af den integrerede proces, hvorved fejl i forbindelse med genspænding blev undgået.
Efter bearbejdning udførte vi omfattende inspektioner ved hjælp af en Coordinate Measuring Machine (CMM) og en overfladeruhedstester. Målte resultater viste koaksialitet ≤ 0,008 mm, aksial udløb ≤ 0,005 mm og overfladeruhed på Ra 0,1, hvor alle metrikker opfylder specifikationerne. Produktet bestod acceptinspektion ved første forsøg; motorsamlingen forløb glat, og vibrations- og støjniveauerne under drift forblev inden for ideelle områder.
I modsætning hertil havde produkter, der tidligere var indkøbt via sekventiel behandling, ikke opfyldt designstandarder på grund af klemfejl, der forårsagede for store koaksialitetsafvigelser og resulterede i høje vibrationsniveauer under motordrift. Ved at anvende drejefræsning af kompositbearbejdning elimineres klemfejl ved kilden, hvilket effektivt løser udstyrsfejl. Masseproduktionen af husets frontsektion forløber i øjeblikket støt; kunden har udtrykt tilfredshed med både produktpræcision og overfladekvalitet, og et langsigtet partnerskab er blevet opretholdt, hvilket fuldt ud demonstrerer fordelene ved CNC-drejekompositbearbejdning i produktionen af præcisionsmotorkomponenter i rustfrit stål.

Adresse
Guangming-distriktet, Shenzhen City, Guangdong-provinsen, Kina
Tlf









