




Som en professionel producent og leverandør af 5-akset bearbejdning i Kina, mestrer Sanluo Precision 5-akset samtidig bearbejdning af komplekse dele og leverer skræddersyede tjenester til avancerede industrier såsom rumfart, bilindustrien, medicinsk udstyr og energiudstyr. Vi opnår præcisionsbearbejdning af komplekse overflader og specielle strukturer, der fuldt ud opfylder de strenge krav til avanceret fremstilling.
| Dimensionsnøjagtighed | OD | ID | DP | SW | GD |
| Enhed: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Geometrisk nøjagtighed | Rundhed | Koaksialitet | Cylindricitet | Symmetri | Positionstolerance |
| Enhed: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Produktionskapacitet | 1~999999 stk | 1~999999 stk | 1~999999 stk | 1~999999 stk | 1~999999 stk |
| Produktionscyklus | 3-20 dage | 3-20 dage | 3-20 dage | 3-20 dage | 3-20 dage |
Inspektionsudstyr:CMM, synsmålesystemer, projektorer, laserdiametermålere, laserinterferometre, ruhedstestere, rundhedstestere, værktøjsmikroskoper, stereomikroskoper, mikrometre, stiftmålere, indikatorer, højdemålere, kalibere, måleblokke, hårdhedstestere, gevindmålere.
Som en professionel producent af 5-akset bearbejdning udmærker vi os i bearbejdning af komplekse friformede overflader på tværs af luftfarts-, bil-, medicin- og energisektorer. Vores 5-akse simultanteknologi, kombineret med avanceret CAM-programmering og dedikeret værktøj, sikrer høj nøjagtighed, fremragende overfladefinish og eliminering af værktøjsmærketrin.
Nederste linje:Vores dokumenterede ekspertise inden for kompleks overfladebearbejdning forvandler udfordrende geometrier til produktionsklare komponenter, der konsekvent opfylder de mest krævende industristandarder - fra prototype til fuldskala fremstilling.
Vi støtter vores 5-aksede bearbejdning med værktøjsmaskiner i verdensklasse, intelligent processtyring og omfattende hjælpesystemer. Vores anlæg sikrer stabil, repeterbar præcision for mellemstore til store dele, fra prototyper til højvolumenproduktion.
Nederste linje:Med vores integrerede udstyrsbase, intelligente processtyringer og streng procesverifikation leverer vi stabil, gentagelig 5-akset præcision, der holder din produktionslinje kørende - og dine kvalitetsstandarder konsekvent overskredet.
| Parameter | Detaljer |
| Model | Micro5 |
| Kernepositionering | Højdynamisk, højpræcisionsbearbejdning af mikro- og højværdikomponenter |
| Nøglenøjagtighed | Gentagdygtighed0,0005 mm, Positioneringsnøjagtighed< 0,002 mm |
| Spindel | Max hastighed60.000 rpm |
| Struktur | Kompakt, totalvægt 550 kg; 3-lags værktøjsmagasin med 60 værktøjer; pallesystem rummer 6 nulpunktsarmaturer |
| Energi & Miljø | Lavt forbrug (<500W), med olietågeopsamler |
| CNC system | Beckhoff (Tyskland) |
| Rejser (X/Y/Z) | 78 / 56 / 50 mm |
| Typiske applikationer | Mikrotekniske komponenter, små ædelmetaldele |
| Parameter | Detaljer |
| Model | DMU 105 monoBLOCK |
| Kernepositionering | Højpræcision 5-akset bearbejdning af store, komplekse dele |
| Akser og forbindelse | 5-akset samtidig |
| Sengestruktur | GGG60 nodulært støbejern, støbning i ét stykke med FEM-optimeret stivhed 40 % højere end traditionelle designs |
| Nøglenøjagtighed | A/C-akser direkte drev, indekseringsnøjagtighed ±1 buesek. bordpositioneringsnøjagtighed op til 0,001 mm |
| Spindel system | HSK-A100 interface, effekt 44 kW, drejningsmoment 288 Nm, hastighedsområde 50-10.000 rpm |
| Rejser (X/Y/Z) | 1.135 mm / 1.050 mm / 750 mm |
| Vigtige fordele | Termosymmetrisk design reducerer termisk deformation; valgfri palleskifter og procesmåling til automatisering |
| Typiske applikationer | Præcis 5-akse bearbejdede komponenter |
| Parameter | Detaljer |
| Model | JDGR400T |
| Kernepositionering | Præcision på mikronniveau, understøtter kompositprocesser med mølledrejninger |
| CNC system | Selvudviklet JD50, motion control opløsning 10nm |
| Spindel | JD150S højhastigheds elektrospindel, HSK-A50, maks. hastighed 32.000 o/min. |
| Nøglenøjagtighed | Gentagelighed i mikronområde; AC-akse repeterbarhed 4" |
| Roterende bord | Dobbeltakset direkte drev, opløsning 0,0001° |
| Værktøjsmagasin | Kædetype, kapacitet 63 værktøjer |
| Vigtige fordele | Måling på maskinen kompenserer automatisk værktøjs- og emnefejl, hvilket sikrer batchudbytte |
| Typiske applikationer | Præcise 5-akse komponenter |
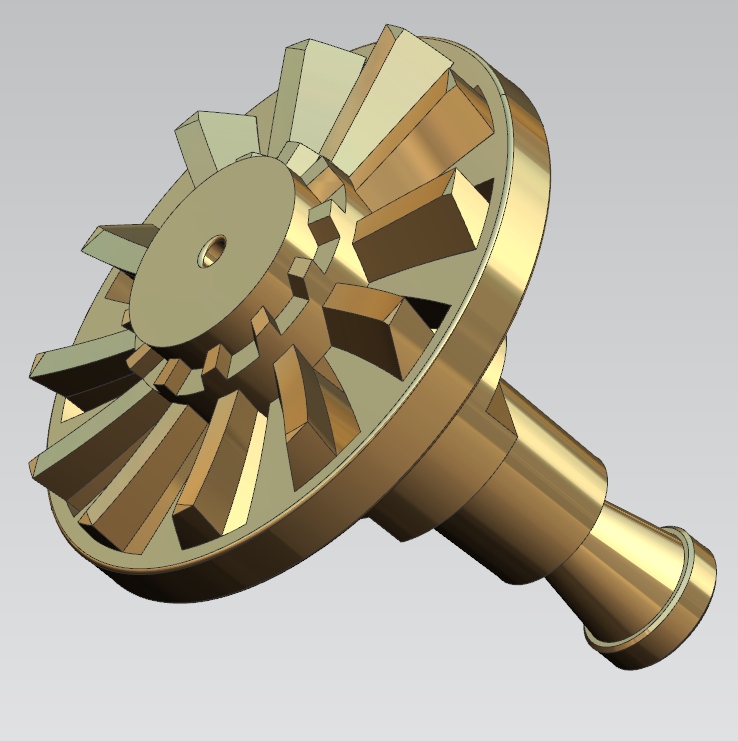
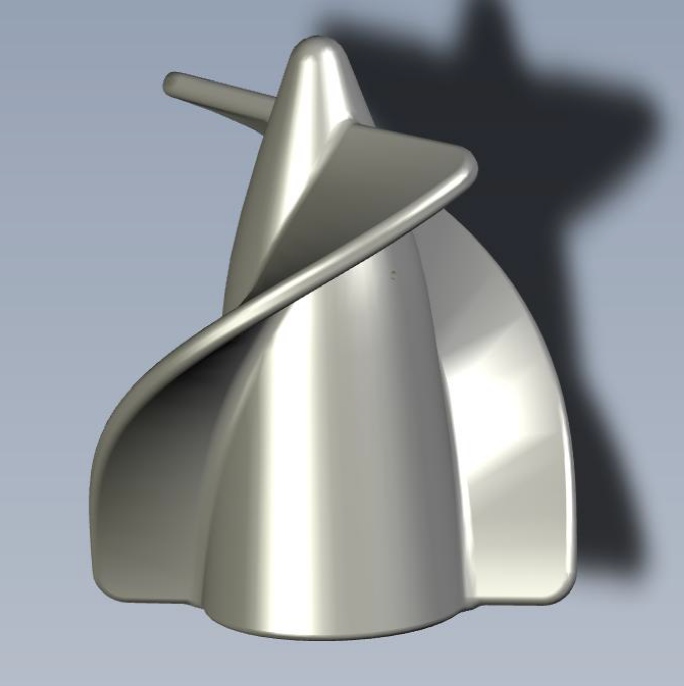
Dette løbehjul er lavet af SUS316 austenitisk rustfrit stål og fungerer som en kernestrømsstyrende komponent i væskeboosterpumper for en brasiliansk udstyrsproducent. Kunden havde henvendt sig til tre tidligere butikker, der alle fejlede på grund af bladdeformation, koaksialitetsproblemer, blokering af mikrohuller og dårlig overfladefinish. De fandt os via Google-søgning og specificerede tre strenge krav: batchkonsistens, tolerancer på mikronniveau og gratfri væskekontaktflader.
Nøgletegningsspecifikationer:
Vi brugte et DMG MORI 5-akset bearbejdningscenter til at færdiggøre hele pumpehjulet i en enkelt fastspænding og undgå multi-setup fejl. Procestrin:
Understøttende udstyr: højtrykskølevæske, Renishaw-processonde til værktøjskompensation og automatisk nulpunktsindstilling for hver 20. dele.
| Parameter | Prøve 1 | Prøve 2 | Prøve 3 | Krav |
| Bladets OD φ31 | 31.004 mm | 30.998 mm | 31.001 mm | ±0,01 mm |
| Vinkel 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Bladtykkelse 0,68 | 0,667 mm | 0,679 mm | 0,685 mm | ±0,05 mm |
| Mikrohul φ1,5 | 1.491-1.508 mm (10 huller) | Positionsfejl max 0,021 mm | ±0,02 mm | |
| Koaksialitet (datum A) | 0,003 mm | 0,004 mm | 0,003 mm | ≤0,005 mm |
| Ansigtsudløb | 0,010 mm | 0,013 mm | 0,011 mm | ≤0,015 mm |
| Bladets overfladeprofil | max 0,018 mm | --- | --- | ≤0,02 mm |
| Overfladeruhed (væskekontakt) | Ra 0,32-0,38 μm | Parringsflader Ra 0,62-0,75 μm | ≤0,4 / ≤0,8 | |
| Hårdhed (HV) | 190-210 | Ækvivalent HRC <6 | ≤7 | |
Kunderesultat:Efter at have modtaget de første 50 stykker, bekræftede kundens tredjepartsinspektion 100 % overholdelse. Sammenlignet med tidligere leverandører faldt vibrationer med 70 %, støj reduceret med 16 dB, og mikrohuller forblev ublokerede. Kunden har nu afgivet årlige ordrer på alle tre løbehjulsvarianter. Skriftlig feedback: "Bedste dimensionelle konsistens, vi nogensinde har set i rustfrit stål impellere."
Efter 10 måneders brug, ingen korrosion, spændingsdeformation eller returkrav. Vi leverer komplette inspektionsrapporter med hver batch, 100 % inspektion af kritiske tolerancer og gratis efterbearbejdning for alle ikke-overensstemmende dele.
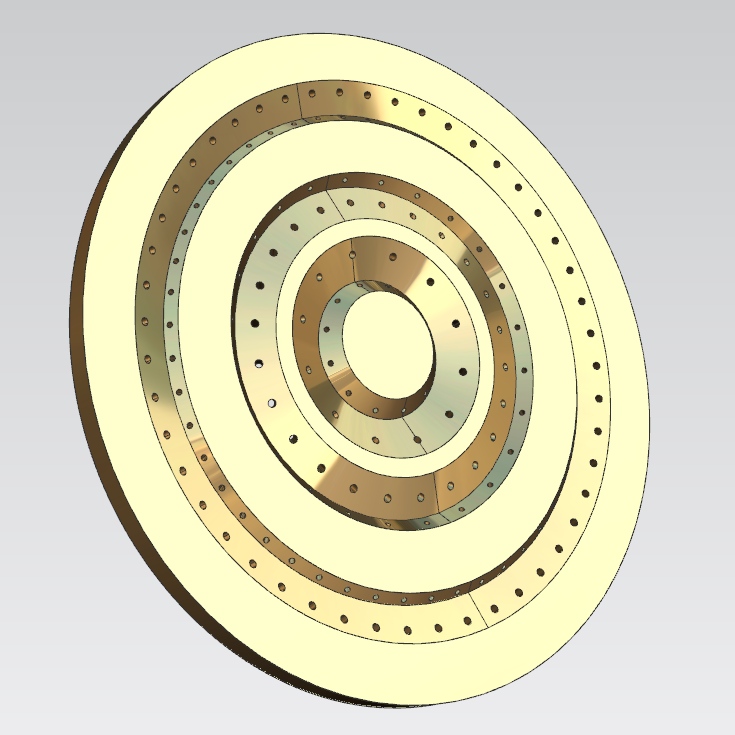
Denne runde flerlags flangebundplade (varenummer SLY033-04-03A) er lavet af 7075-T651 aluminiumslegering, der vejer 0,849 kg pr. Den fungerer som kernebærerpladen inde i et kemisk dampaflejringskammer (CVD) og understøtter waferpositionering under højvakuum og cykliske temperaturændringer. Klienten, en indenlandsk producent af halvlederudstyr, havde tidligere prøvet to andre butikker med et udbytte på under 60 % på grund af fladhed, hulkoaksialitet og problemer med ruhed i tætningsriller. De henvendte sig til os efter en henvisning.
Nøgleudfordringer:
Alle operationer blev udført på et DMG 5-akset bearbejdningscenter med enkelt fastspænding, hvilket eliminerede kumulative fejl fra flere opsætninger. Procestrin:
Eftersyn: Zeiss CMM, ruhedstester, rundhedstester, laserfladhedsmåler. 100 % første-artikel-inspektion, 15 % prøveudtagning til batch-produktion.
| Parameter | Målte værdier | Krav |
| Grundfladhed (5 point) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (maks. 0,010) | ≤0,012 mm |
| Koaksialitet af 3 koncentriske flanger | max 0,006 mm | ≤0,008 mm |
| Dowel hul position (8 huller) | 0,004-0,009 mm | ≤0,01 mm |
| O-ringsrillebredde | 3.997-4.003 mm | ±0,005 mm |
| Rillebund fladhed | 0,002 mm | ≤0,003 mm |
| Hjørneradius R0,8 | 0,798-0,801 mm | ±0,002 mm |
| Rilleoverfladeruhed | Ra 0,18 μm | ≤0,2 μm |
Kunderesultat:Efter den første artikelgodkendelse bekræftede kundens tredjepartslaboratorium alle data inden for ±0,002 mm fra vores rapport. Vakuumkammeret opnåede det ultimative tryk på 1×10⁻⁶ Pa uden lækage. Udbyttesatsen steg fra 58 % til99,2 %. Omarbejdningsomkostninger faldt med 72 %. Montagetid pr. enhed reduceret fra 1,8 timer til 0,35 timer. Efter 50 termiske cyklusser (-20°C til +120°C) var fladhedsdeformationen kun 0,011 mm (sammenlignet med 0,038 mm fra tidligere leverandør). Kunden har nu overdraget alle vakuumkammerets konstruktionsdele til os til 5-akset bearbejdning.
Efter 14 måneders kontinuerlig produktion blev der ikke rapporteret om dimensionsfejl. Vi leverer 3-års sporbarhed af inspektionsdata og en 6-måneders gratis efterbearbejdningsgaranti, der dækker ikke-overensstemmende dele.
Vi er specialiserede i samtidig 5-akset fræsning og drejefræsebearbejdning på DMG MORI, Bumotec og Mori Seiki-centre, og vi håndterer dele op til 1.135 mm vandring og 2.000 kg vægt med spindelhastigheder op til 60.000 rpm. Vores 5-akse muligheder dækker:
Hvert projekt bruger UG NX/Mastercam/Hypermill-programmering, fuld 3D-simulering og Renishaw-in-proces-probing. Vi leverer en beståelsesrate på 98,8 % og betjener Fortune 500-kunder, herunder Huawei, BYD og Mindray.
For dele med underskæringer, friformede overflader eller tæt koaksialitet (≤0,005 mm) - som skovlhjul og vakuumkamre - eliminerer 5-akset flere opsætninger og opnår tolerancer, som 3-akset ikke kan holde.
Aluminium (7075, 6061), rustfrit stål, titanlegeringer, Inconel, kobberlegeringer, PEEK og ædle metaller - med dedikerede værktøjsbaner og kølevæske til hver.
Standard OD ±0,005 mm, ID ±0,01 mm, koaksialitet ≤0,01 mm og positionstolerance ≤0,01 mm; verificeret af Zeiss CMM og laserinterferometre.
Afspændingsudglødning, skræddersyet vakuumbeslag, lagdelt skæring (≤0,15 mm dybde) og symmetriske værktøjsbaner – holder fladheden inden for 0,010 mm, selv på 300 mm spændvidde dele.
100 % CMM-inspektion i første artikel, 15 % batchprøveudtagning og en fulddimensionel rapport med hver forsendelse – optegnelser opbevares i 18 måneder.
Typisk 3--20 dage afhængig af kompleksitet og mængde; hasteprototyper kan fremskyndes til 5--7 arbejdsdage.


Adresse
Guangming-distriktet, Shenzhen City, Guangdong-provinsen, Kina
Tlf








